袋装产品输送线监控系统设计分析
2018-11-08

我国的粮食、面粉、食盐、化肥等企业,其产品物料的储存与运输都采用袋装形式,包装输送线作为一种物料转移的输送设备,被广泛应用于各工厂、码头等场合。但目前普遍存在设备简陋、自动化程度低等问题。对于多条皮带输送机组成的长距离、多转弯的输送系统,经常发生堵包、跑偏、停机等故障,若得不到及时处理,可能会发生掉包、皮带断裂等后果。袋装产品输送线监控系统能有效的解决这些问题。
1、袋装产品输送线工艺分析
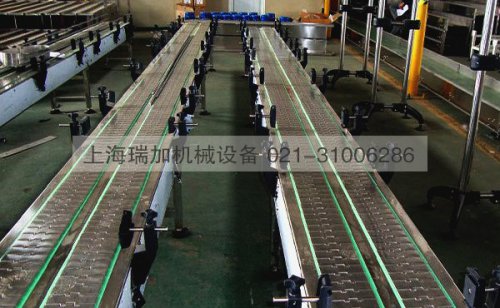
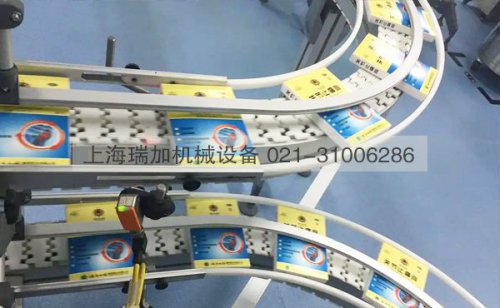
某盐化有限公司有3条50kg袋装食盐包装生产线。从物料生产车间输送来的散状物料分配进入包装计量秤,经过包装秤下料后的料带缝包后由3条小输送机送往汇集输送机,料带通过汇集皮带→爬坡皮带1→转运皮带→爬坡皮带2→气垫输送皮带→T行车转运皮带→T行车吊臂皮带搬运到仓库,全程无人看守。在仓库中,通过大行车的沿库房纵向行走和小行车的沿库房横向行走,再由码垛升降输送机的升降和360°旋转,可以将袋装产品送到库房的任意位置码垛,也可以将吊臂深入集装箱直接装车。
输送线由3个子系统控制,即包装车间控制子系统、输送线控制子系统和行车控制子系统。包装车间子系统由3条包装输送机和3条小转运输送机构成;输送线子系统由汇集皮带、爬坡皮带1、转运皮带、爬坡皮带2和气垫输送皮带构成;行车控制子系统由大行车、小行车、吊臂、T行车转运皮带和吊臂升降皮带构成。
2、系统的总体结构与功能
(1)总体结构
包装输送线监控系统采用PLC控制设备全面运行,且将实时采集的现场数据信息传送至集控室的监控计算机。操作人员通过计算机可以实时掌握包装输送线系统的运行情况,实现远程控制和监测输送系统实时运行状态的操作。
输送线监控系统主要由监控中心服务器、控制中心(主PLC)和数据采集系统三部分组成。系统通过DCS系统进行控制管理,包括1个监控管理主站和3个从站。系统总体结构图如图1所示。从图1中可以看出,主站接受分站信息,控制各分站协调工作,并将有关参数显示保存。分站控制电机的启、停,接收现场设备信号,进行信号的简单处理,并把故障信息传送给主站。上位机与控制中心通过工业以太网通信。监控系统采用西门子S7-1200系列PLC作为控制核心,主、从站之间采用Profibus总线连接。
(2)实现的功能
①多工作模式
输送系统设计了就地、遥控和远程三种控制模式。遥控控制模式只能实现输送系统的联锁运行;就地控制和远程控制能够实现单机控制和联锁控制的切换,方便系统的检修与调试、提高工作效率和可靠性。
②状态监测
针对目前袋装产品输送线在生产过程中出现的堵包、跑偏、过载等问题,设计了基于PLC的输送机监测模块。一旦输送机发生故障,能及时发出声光报警,并显示信号故障性质与位置的识别,根据系统的故障类型,自动判断是否停车。
③自动计数
在T行车转运皮带处安装计数传感器,通过光电检测实现袋装产品自动计数。可以记录日产、月产、年产数量,可以通过计算机远程实时查询,定时将生产数据存入数据库中,制作生产完成情况的趋势分析图表,为生产计划提高依据。
④防撞包功能
多台包装计量秤同时包装时,在汇集输送机上会出现料袋冲突、碰撞的情况。对此在包装秤输送机上设置传感控制装置,包装秤输送机在往汇集输送机上输送料袋冲突时,可自动控制一条输送机暂时停机,等前一料袋过去后,该暂停输送机启动,再将料袋送往汇集输送机,有效解决了料袋在汇集输送机上的碰撞、叠包问题。